${data.title1}$
${data.title2}$
${data.subtitle1}$
${data.subtitle2}$
This product is no longer available in your country. Contact your preferred authorized distributor for alternatives.
Purchase SOL Plus through our authorized distributor. Find your nearest distributor here.





















"${ $t(testimonial.quote) }$"
${$t(mediaGridCollection.main_item.title)}$
${$t(mediaGridCollection.secondary_item.title)}$
${$t(mediaGridCollection.tertiary_item_one.title)}$
${$t(mediaGridCollection.tertiary_item_two.title)}$
${ label }$
${ priceLabel }$
Follow Us
© 2024 Ackuretta.
${testimonial.content}$
${$t('shop.3dps-filters.applicationsSelector.label')}$
${item.title}$
${item.title}$





${$t(applicationInfo.description)}$
${$t(videoInfo.description)}$
${$t(elementBarInfo.subtitle)}$


Our team of experts will provide best-in-class service, tailored to kickstart your unique
3D printing journey and enabling your practice to stay at the leading edge of dentistry.
Get coverage for your entire 3D Printing Solution for the length of your original warranty, receive
an industry-leading 2 year extended warranty for your 3D printer, and access a broad variety of learning resources.

Unlock an additional one year warranty extension that takes your standard warranty to 2 years of comprehensive coverage.
Dive straight into our premium 3D printing support. With our priority session bookings, your needs take the forefront. Experience unmatched service speed and dedication.
Need Help? Reach our multilingual team of experts and book a live video call session for real-time dental 3D printing guidance.
From 1 on 1 training to tailored dental application workflows, we will equip you with essential tools and skills that will elevate your capabilities.
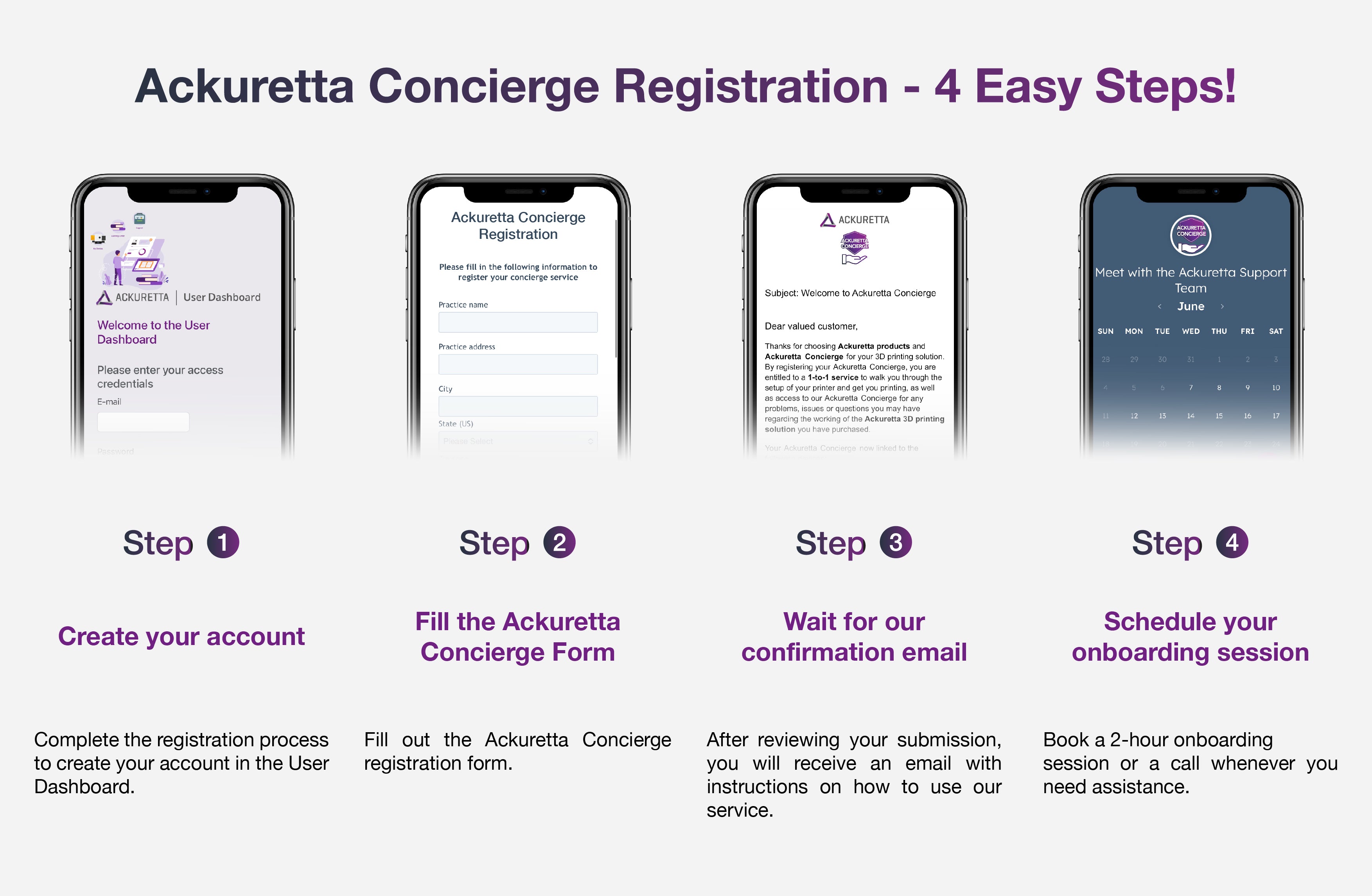


In the Ackuretta Concierge Service Onboarding Kit you will find:
Should the original product be found damaged or non-functional, you will qualify for a product exchange within the United States, Canada, Puerto Rico, Australia, New Zealand and India throughout the duration of your device warranty.
Check Terms and Conditions
Prior to purchasing the Concierge Service Onboarding Kit, please read the Ackuretta Concierge Policy carefully.

Our team is dedicated to support you as you explore the Ackuretta 3D Printing Solution.
Our Personalized Training Sessions will cover:

Get step-by-step guidance to set up and install your Ackuretta product, along with personalized support for your first 3D print. Feel confident exploring the full potential of your device with our expert assistance.

Master your dental 3D printing skills with the assistance of our experienced support team. We will walk you through the best practices for using ALPHA AI slicing software and rest of the Ackuretta 3D Printing Solution.

Achieve successful prints every time with the guidance of our customer success team’s insights and best practices for any application you need, such as Splint, Model, Crown, Surgical Guide and more.

Our team of experts is dedicated to ensuring that your device is running smoothly and efficiently. Whether you need assistance with troubleshooting, diagnostics, repair, or maintenance of your Ackuretta device, we are here to help.
Prior to purchasing a Personalized Training Session, please read the Terms and Conditions carefully.


${$t(alphaAiInfo.video_section.description)}$
${$t(collection.description)}$
${$t(productInfo.description)}$
This product is available in the United States and Canada through our authorized distributors. Find my local distributor here.
Quantity
${$t('resins.variant')}$
${$t('resins.application')}$: ${ $t(`resins.collection.${productId}.application`) }$
${chartsLabels[index]}$

At Ackuretta, our passionate teams in every region of the world are dedicated to delivering innovative 3D printing solutions that enable same-day dentistry.
Whether you require technical support or training, we are here to help you.

${ office.address }$
${ office.phone }$
${ office.email }$
${ member.name }$
${ member.position }$

Our commitment to excellence goes beyond the manufacturing process, as we believe in standing behind the quality of our products with comprehensive warranty policies.
To learn more about the warranty policy for each product, please click on the corresponding link below.

Effective: Jan 1, 2024
This website, including all eCommerce, support, help, and marketing information, is operated by Ackuretta Technologies Private Limited. Throughout the website the terms “we”, “us” and “our” refer to Ackuretta Technologies Private Limited. The terms “you” and “your” refer to you, the person or entity using the site and purchasing any service or product. Ackuretta Technologies Private Limited offers this website, including all information, products, tools and services available from this site to you, the user, conditioned upon your acceptance of all terms conditions policies and notices stated here.
By purchasing something from us, you engage in our “Service” and agree to be bound by the following terms and conditions (“Terms of Service”, “Terms”), including those additional terms and conditions and policies referenced herein and/or available by hyperlink: including without limitation our Privacy Policy Warranty and Return Policy. These terms of service apply to all users of the website including without limitation users who are browsers, vendors, customers, merchants, and/or contributors of content.
Please read these terms of service carefully before accessing or using our website. By accessing or using any part of the website, you agree to be bound by these Terms of Service. If you do not agree to all the terms and conditions of this agreement, then you may not access the website or use any services. If these Terms of Services are considered an offer, acceptance is expressly limited to these Terms of Service.
Any new product, features or tools which are added to the current store can also be subject to these Terms of Service. You can review the most current version of the Terms of Service at any time on this page. We reserve the right to update, change or replace any part of these terms of service by posting updates and/or changes to our website. It is your responsibility to check this page periodically for changes. Your continued use of or access to the website following the posting of any changes constitutes acceptance of those changes.
By agreeing to these Terms of Service, you represent that you are at least the age of majority in your state or province of residence, or that you are the age of majority in your state or province of residence and you have given us your consent to allow any of your minor dependents to use this website.
You may not use our products for any illegal or unauthorised purpose nor may you, in the use of the Service, violate any laws in your jurisdictions (including but not limited to copyright laws).
You must not transmit any worms or viruses or any code of a destructive nature.
A breach or violation of any of the Terms will results in an immediate termination of your account and/or access to the site.
We reserve the right to refuse service to anyone for any reason at any time.
You agree not to reproduce, duplicate, copy, sell, resell or exploit any portion of the Service, use of the Service, or access to the Service or any contact on the website through which the service is provided, without explicit written permission by us.
The headings used in this agreement are included for convenience only and will not limit or otherwise affect these Terms of Service.
We are not responsible if information made available on this website is not accurate, complete or current. The material on this site is provided for general information only and should not be relied upon or used as the sole basis for making decisions without consulting, primary, more accurate, more complete or more timely sources of information. Any reliance on the material on this website is at your own risk.
This site may contain certain historical information. Historical information, necessarily, is not current and is not provided for your reference only. We reserve the right to modify the contents of this website at any time, but we have no obligation to update any information on our site. You agree that it is your responsibility to monitor changes to our site.
The prices of our products are subject to change without notice.
We reserve the right to modify or discontinue the Service (or any part or content thereof) or any product without notice at any time.
We shall not be liable to you or or any third-party for any modification, change in price, suspension or discontinuance of the Service.
We have made every effort to display as accurately as possible the colours and images of our products that appear at the store. We cannot guarantee that your computer monitor’s display of any colour will be accurate.
We reserve the right, but are not obligated, to limit the sales of our products or Service to any person, geographic region or jurisdiction. We may exercise this right on a case-by-case basis. We reserve the right to limit the quantities of any products or Services that we offer. All descriptions of products or product pricing are subject to change at any time without notice, at our sole discretion. We reserve the right to discontinue any product at any time. Any offer for any product or service made on this website is void where prohibited.
We reserve the right to refuse any order you place with us. We may, in our sole discretion, limit or cancel quantities purchased per person, per household, per institution or per order. These restrictions may include orders placed or under the same customer account, the same credit card, and/or orders that use the same billing and/or shipping address . In the event that we make a change to or cancel an order, we may attempt to notify you by contacting the e-mail and/or billing address/phone number provided at the time the order was made. We reserve the right to limit or prohibit orders that, in our sole judgement, appear to be placed by dealers, resellers or distributors.
You agree to provide current, complete and accurate purchase and account information for all purchases made at our store. You agree to promptly update your account and other information, including your email address and credit card numbers and expiration dates, so that we can complete your transactions and contact you as needed.
We may provide you with access to third-party tools and services which we neither monitor nor have any control over.
You acknowledge and agree that we provide access to such tools and services “as is” and “as available” without any warranties, representations or conditions of any kind and without any endorsement. We shall have no liability whatsoever arising from or relating to your use of optional third-party tools and services.
Any use by you of optional tools and services offered through the site is entirely at your own risk and discretion and you should ensure that you are familiar with and approve of the terms on which tools and services are provided by the relevant third-party provider(s).
Certain content, products and services available via our Service may include materials from third-parties.
Third-party links on this website may direct you to third-party websites that are not affiliated with us. We are not responsible for examining or evaluating the content and accuracy and we do not warrant and will not have any liability or responsibility for any third-party materials or websites, or for any materials, products, or services of third-parties.
We are not liable for any harm or damages related to the purchase and/or use of services, resources, content, or any other transactions made in connections with any third-party websites. Please review the third-party’s policies and practices carefully and make sure you understand them before you engage in any transaction. Complaints, concerns, or questions regarding third-party products should be directed to the third-party.
If, at our request, you send certain specific submissions (for example contest entries) or without a request from us you send creative ideas, suggestions, proposals, plans and other materials, whether online, by email, by postal mail, or otherwise (collectively, “comments”), you agree that we may, at any time, without restriction, edit, copy, publish, distribute, translate and otherwise use in any medium any comments that you forward to us. We are and shall be under no obligation (1) to maintain any comments in confidence; (2) to pay compensation for any comments; or (3) to respond to any comments.
We may, but have no obligation to, monitor, edit or remove content that we determine in our sole discretion are unlawful, offensive, threatening, libelous, defamatory, pornographic, obscene or otherwise objectionable or violates any party’s intellectual property rights or these Terms of Service.
You agree that your comments will not violate any right of any third-party, including copyright, trademark, privacy, personality, or other personal or proprietary right. You further agree that your comments will cont contain any computer virus or other malware that could in any way affect the operation of the Service or any related website. You may not use false e-mail address, pretend to be someone other than yourself, or otherwise mislead us, or third-parties as to the origin of any comments. You are solely responsible for any comments you make and their accuracy. We take no responsibility and assume no liability for any comments posted by you or any third-party.
Your submission of personal information through the store is governed by our Privacy Policy.
Occasionally there may be information on our site or in the Service that contains typographical errors, inaccuracies or omissions that may relate to product descriptions, pricing, promotions, offers, product shipping charges, transit times and availability, We reserve the right to correct any errors, inaccuracies or omissions, and to change or update information or cancel orders if any information in the Service or on any related website is inaccurate at any time without prior notice (including after you have submitted your order).
We undertake no obligation to update, amend or clarify information in the Service or on any related website, including without limitation, pricing information, except as required by law. No specified update or refresh date applied in the Service or on any related website, should be taken to indicate that all information in the Service or on any related website has been modified or updated.
In addition to other prohibitions as set forth in the Terms of Service, you are prohibited from using the website, its content, or any product you purchase from Ackuretta Technologies Private Limited: [a] for any unlawful purpose; [b] to solicit others to perform or participate in any unlawful acts; [c] to violate any international, federal, provincial or state regulations, rules, laws or local ordinances; [d] to infringe upon or violate our intellectual property rights or the intellectual property rights of others, including without limitation copyright and similar intellectual property rights; [e] to harass, abuse, insult, harm, defame, slander, disparage, intimidate or discriminate based on gender, sexual orientation, religion, ethnicity, race, age, national origin, or disability; [f] to submit false or misleading information; [g] to upload or transmit viruses or any other type of malicious code that will or may be used in any way that will affect the functionality or operation of the Service or of any related website, other websites, or the Internet; [h] to collect or track the personal information of others; [i] to spam, phish, pharm, pretext, spider, crawl or scrape; [j] for any obscene or immoral purpose; or [k] to interfere with or circumvent the security features of the Service or any related website, other websites, or the Internet. We reserve the right to terminate your use of the Service or any related website for violating any of the prohibited uses.
This is a legally binding agreement between you and Ackuretta Technologies Private Limited. If you want to use hardware or software from Ackuretta Technologies Private Limited, you must agree to these Terms of Service. Please read this summary, and the full terms below carefully.
From time to time, Ackuretta Technologies Private Limited may change or amend these terms. If we do, we will notify you, either through the user interface, in an email notification, or in some other reasonable way. If you keep using the software or hardware after the change becomes effective, you are agreeing to the changed terms.
If any part of this agreement is found to be contrary to law, that that provision will be construed as nearly as possible to reflect the intention of the parties, with the other parts of the agreement remaining unchanged.
Ackuretta Technologies Private Limited is not a manufacturer of medical devices. Ackuretta Technologies Private Limited provides tools and materials that may be used in many applications, but makes no claims as to the safety or effectiveness of any specific devices made using products from Ackuretta Technologies Private Limited. Ackuretta Technologies Private Limited’s “biocompatible” resins, have been engineered to comply with industry standards specifically identified within the technical data sheets and have been tested according to relevant testing protocols for those standards. Biocompatible resins are a specialty product, and should be used in accordance with the instructions for use. The final performance characteristics of cured photopolymer resin may vary according to your compliance with the instructions for use, applications, operating conditions, material combined with, end use or other factors.
You must independently verify the suitability of the material for the application and intended purpose before using it.
In no event shall Ackuretta Technologies Private Limited be liable for any loss, death, or bodily injury that you suffer, or that you cause to any third party, in connection with your use of products from Ackuretta Technologies Private Limited. To the fullest extent legally permitted Ackuretta Technologies Private Limited EXPRESSLY DISCLAIMS ANY IMPLIED OR EXPLICIT WARRANTY OF FITNESS for a particular usage, the particular nature and circumstances of said usage being unforeseen and unforeseeable to Ackuretta Technologies Private Limited.
Ackuretta Technologies Private Limited software is licensed and not sold. That means that Ackuretta Technologies Private Limited owns all of the rights in the software it is allowing you to use, except for components such as open source libraries that have their own licenses and rules. By allowing you to use it, it does not mean we are transferring ownership to you. You may not break our software down to analyze it, modify it, use it with non-Ackuretta Technologies Private Limited products, or redistribute it without consent. You may not rent, lease, or copy the software to others. You may not use our software with non-Ackuretta Technologies Private Limited hardware. In short, you agree to respect any and all copyrights and patents that apply to the software.
Software distributed by Ackuretta Technologies Private Limited is not covered under the limited hardware warranty. Ackuretta Technologies Private Limited’s software is provided to you on an “as-is” basis. That means that Ackuretta Technologies Private Limited and its suppliers disclaim all express, implied, or statutory warranties for any licensed software, including merchantability, fitness for a particular purpose, title and non-infringement. If applicable law requires any warranties for the licensed software, any such warranty is limited to 90 days from the date of purchase, download or installation – whichever is earliest.
You agree to indemnify, defend and hold harmless Ackuretta Technologies Private Limited and our parent, subsidiaries, affiliates, partners, officers, directors, agents, contractors, licensors, service providers, subcontractors, suppliers, interns and employees, from any claim or demand, including reasonable attorneys’ fees, made by any third-party due to or arising out of your breach of these Terms of Service or the documents they incorporate by reference, or your violation of any law or the rights of a third-party.
In the event that any provision of these Terms of Service is determined to be unlawful, void or unenforceable, such provision shall nonetheless be enforceable to the fullest extent permitted by applicable law, and the unenforceable portion shall be deemed to be severed from these Terms of Service, such determination shall not affect the validity and enforceability of any other remaining provisions.
The obligations and liabilities of the parties incurred prior to the termination date shall survive the termination of this agreement for all purposes.
These Terms of Service are effective unless and until terminated by either you or us. You may terminate these Terms of Service at any time by notifying us that you no longer wish to use our Service, or when you cease using our site.
If in our sole judgement you fail, or we suspect that you have failed, to comply with any term or provision of these Terms of Service, we also may terminate this agreement at any time without notice and you will remain liable for all amounts due up to and including the date of termination; and/or accordingly may deny you access to our Service (or any part thereof).
These Terms of Service, the associated Privacy Policy, and any policies or operating rules posted by us on this site or in respect to The Service constitutes the entire agreement and understanding between you and Ackuretta Technologies Private Limited and govern your use of the Service, superseding any prior or contemporaneous agreements, communications and proposals, whether oral or written, between you and us (including, but not limited to, any prior versions of the Terms of Service).
Any ambiguities in the interpretation of these Terms of Service shall not be construed against the drafting party. Ackuretta Technologies Private Limited objects to and rejects any additional or different terms proposed by you, including those contained in your purchase order, acceptance email, website, or other form of communication.
The failure of us to exercise or enforce any right or provision of these Terms of Service shall not constitute a waiver of such right or provision. Ackuretta Technologies Private Limited’s obligations hereunder are neither contingent on the delivery of any future functionality of the Service nor dependent on any oral or written public comments made by Ackuretta Technologies Private Limited regarding future functionality of features of any products.
You can review the most current version the Terms of Service at any time at this page. We reserve the right, at our sole discretion, to update, change or replace any part of these Terms of Service by posting updates and changes to our website. It is your responsibility to check our website periodically for changes. Your continued use of or access to our website or the Service following the posting of any changes to these Terms of Service constitutes acceptance of those changes.
Ackuretta Technologies Private Limited will comply with all applicable Republic of China (Taiwan) laws in its provision of the Service and products you purchase on this website.
For consumers, who are covered by consumer protection laws or regulations in their country of purchase or, if different, their country of residence, the benefits conferred by Ackuretta Technologies Private Limited’s One Year Warranty are in addition all rights and remedies conveyed by such consumer protection laws and regulations, including but not limited to the rights described above.
To the maximum extent permitted by law, these Terms of Service and any separate agreements whereby we provide you Service or products shall be governed by the laws of the Republic of China (Taiwan) without reference to conflicts of law principles, and you and we hereby consent to the exclusive jurisdiction and venue of courts in Taipei, Republic of China (Taiwan) in all disputes arising out of relating to the use of the Service.
Both parties agree to abide by applicable export and import laws.
Neither party shall be responsible for failure or delay of performance if caused by: an act of war, hostility, or sabotage; act of God; electrical, internet or telecommunication outage that is not caused by the obligated party; government restrictions (including the denial or cancellation of any export or other license); criminal, revolutionary, or terrorist activity; or some other event outside the reasonable control of the obligated party. Each party will use reasonable efforts to mitigate the effect of a force majeure event.
Except for actions of nonpayment or breach of a party’s proprietary rights, no action, regardless of form, arising out of or relating to the Agreement may be brought by either party more than one year after the cause of action has occurred.
Ackuretta Technologies Private Limited and you agree that no joint venture, partnership, employment, or agency relationship exists between you and Ackuretta Technologies Private Limited as a result of these Terms of Service or your use of the Service or purchase of any product.
You will not assign or transfer your rights and obligations under these Terms of Service, including any assignment or transfer by reason of merger, reorganization, sale of all or substantially all of its assets, change of control or operation of law, without Ackuretta Technologies Private Limited’s prior written consent Ackuretta Technologies Private Limited may assign or transfer this agreement to any successor.
You represent and warrant that you have full power and authority to enter into any agreement to purchase a product under these Terms of Service and that these Terms of Service are binding upon you and enforceable in accordance with their terms.
Questions about these Terms of Service should be sent to us through support@ackuretta.com. If you would like a paper version of this warranty, please contact legal@ackuretta.com. To contact us by mail, send your letter to the following address:
Ackuretta Technologies Private Limited
6F, No.322,
Section 1, Neihu Road, Neihu District,
Taipei City 114,
Taiwan (R.O.C.)
Attention: LEGAL
Notice shall be sent to the contact address set forth here (as such may be changed by notice given to the other party), and shall be deemed delivered as of the date of actual receipt.
Ackuretta Technologies Private Limited may give telephonic notice to you by calls to appropriate numbers on record in Ackuretta Technologies Private Limited’s account information for you.
Effective: Jan 1, 2024
This website is operated by Ackuretta Technologies Private Limited. Throughout the website the terms “we”, “us” and “our” refer to Ackuretta Technologies Private Limited. The terms “you” and “your” refer to you, the person or entity using the site and purchasing any service or product. Ackuretta Technologies Private Limited offers this website, including all information, products, tools and services available from this site to you, the user, conditioned upon your acceptance of all terms conditions policies and notices stated here.
Ackuretta Technologies Private Limited is committed to protecting your privacy. This Privacy Policy applies to our main website www.ackuretta.com, our online store, and any other associated sites, collectively referred to as “Websites”. This statement governs our data collections, processing and usage practices. By using the Websites, you consent to the data practices described in this Privacy Policy.
You are free to explore the Websites without providing any personal information about yourself. Upon accessing the Websites, anonymous Navigational Information may be collected that will never be associated with any Personal Information you may or may not submit. When you register for our store, we will require some Personal Information that will be required for potential transactions and optional marketing communications. After you have purchased one or more of our Products or Services, you may additionally opt-in to provide your Diagnostic Information for technical support and developmental use. For more information, please see Personal Information, Navigational Information, and Diagnostic Information.
“Personal Information” means any information that you voluntarily submit to us and that identifies you personally, including contact information, such as your name, e-mail address, company name, address, phone number and other information about yourself or your business. Personal Information can also include information about any transactions, both free and paid, that you enter into on the Websites. For more information about how we use your Personal Information, see Use of Personal Information.
“Navigational Information” means information about your computer and your visit to this website such as your IP address, geographical location, browser type, referral source, length of visit and pages viewed. For more information about what our use of Navigational Information, see Use of Navigational Information.
“Diagnostic Information” means information regarding your Ackuretta Technologies Private Limited software or hardware such as hardware serial numbers, print times, laser power levels, and 3D model sizes. During installation, Ackuretta Technologies Private Limited software may ask you to opt-in to the collection of Diagnostic Information in order to help our engineers improve our Products. If you opt in, you agree that Ackuretta Technologies Private Limited may collect, maintain and use your Diagnostic Information directly to improve your customer experience when you require technical support and to indirectly improve our own systems for future updates. No models, 3D geometry, or personal information will be collected without your additional explicit consent.
We use a variety of security technologies and procedures to help protect your Personal Information from unauthorised access, use or disclosure. When sensitive Personal Information (such as credit card information) is collected on our store, it is protected by our third-party e-commerce provider.
In addition to the uses identified elsewhere in this Privacy Policy, we may use your Personal Information to:
Third-Party Disclosure
We may employ services from third-party providers to visitors to our Websites on our behalf. We may need to share your information with them to provide you with information, products, and services. Examples may include removing repetitive information from prospect lists, analyzing data, and providing customer service. In all cases where we share your information with such agents, we explicitly require the agent to acknowledge and adhere to our privacy and customer data handling policies.
In addition, we may share data with trusted partners to
We will never sell your Personal Information to any third party.
US Residents Requesting A Quotation
When submitting a request for a quotation within the contiguous United States and territories, you may be contacted by one of our local authorized resellers for localized support and service.
California Consumer Privacy Act
Consumers have the right to request their information in a readily usable format. This is free of charge and provided within 45 days of the request.
Our customers can request that we delete any personal data and information.
Our privacy policy is updated every 12 months so that customers may know if/how we are collecting, selling, processing, gathering additional, or otherwise managing their data differently than previously disclosed.
Social Media Features
Our Websites include Social Media Features, such as the Facebook Like button and Widgets, such as the “Share This” button or interactive mini programs that run on our sites. These Features may collect your IP address, which page you are visiting on our sites, and may set a cookie to enable the Feature to function properly. Social Media Features and Widgets are either hosted by a third-party or hosted directly on our Websites. Your interactions with these Features are governed by the Privacy Policy of the companies providing them.
Customer Testimonials and Comments
We post customer testimonials and comments on our Websites, which may contain Personal Information. We obtain each customer’s consent via email prior to posting the customer’s name and testimonial.
Credit Card Information
If you give us credit card information, we use it solely to check your financial qualifications and collect payment from you. We use a third-party service provider to manage credit card processing. This service provider is not permitted to store, retain, or use information you provide except for the sole purpose of credit card processing on our behalf.
International Transfer of Information
To facilitate our global operations, we may transfer and access Personal Information from around the world. If you are in the European Union, or other regions with laws governing data collection and use, by providing your personal data to us, you consent the transfer to, processing, and storage of your personal information in Taiwan and other countries, the privacy laws of which may be considered less strict than those of your region. This consent applies in addition to other legal grounds for transfer, processing and storage of your personal information, such as for contract fulfillment purposes.
Retention of Personal Information
We retain Personal Information that you provide as long as we consider it potentially useful in contacting you about our company, products or services. We retain information about our customers for as long as we need it to provide service to the customer. We will delete this information from our service at an earlier date if you so request, as described in Personal Information and Communication Rights.
We use Navigational Information to operate and improve the Websites. We may also use Navigational Information alone or in combination with Personal Information to provide you with personalized information about Ackuretta Technologies Private Limited.
Use of Cookies
We use “cookies” to help personalize your online experience. A cookie is a text file that is placed on your hard disk by a Web server. Cookies are not used to run programs or deliver viruses to your computer. Cookies are uniquely assigned to you, and can only be read by a web server in the domain that issued the cookie to you. One of the primary purposes of a cookie is the provide a convenience feature to save you time. The purpose of a cookie is to tell the Web Server that you have returned to a specific page. For example, if you personalize pages on our Websites, or register for our store, a cookie helps us to recall your specific information on subsequent visits.
When returning to the same Website, the information you previously provided can be retrieved, so you can easily use the features that you customized. You have the ability to accept or decline cookies. Most Web Browsers automatically accept cookies, but you can usually modify your browser setting to decline cookies it you prefer. If you choose to decline cookies, you may not be able to fully experience the interactive features of the Websites. We keep track of the pages you visit on the Websites are the most popular. This data is used to deliver customized content and advertising on the Websites to visitors whose behaviour indicates that they are interested in a particular subject area.
Use of Log Files
Ackuretta Technologies Private Limited may also collect anonymous demographic information, which is not unique to you, such as your ZIP code, age, gender, preferences, interests and favorites using log files. Log files may also include information regarding the success, failure of, or individual satisfaction with recent print jobs. There is also information about your computer hardware and software that is automatically collected by Ackuretta Technologies Private Limited. This information can include: your IP address, browser type, domain names, access times and referring website addresses. This information is used by Ackuretta Technologies Private Limited for the operation of the service, to maintain quality of the service, and to provide general statistics regarding use of the Ackuretta Technologies Private Limited website. For these purposes, we do link this automatically-collected data to Personal Information such as name, email address, address, and phone number.
In addition to the uses identified elsewhere in this Privacy Policy, we may use printer-specific information to:
Our Websites provide links to other websites. We do not control, and are not responsible for, the content or practices of these websites. Our provision of such links does not constitute our endorsement of these other websites, their content, their owners, or their practices. This Privacy Policy and other policies they may have.
We may offer publicly accessible message boards, blogs and community forums. Please keep in mind that if you directly disclose any information through our public message boards, blogs or forums, this information may be collected and used by others. We will correct or delete any information you have posted on our servers if you so request. Send us a support request through one of the methods shown in Contact Us.
If we (or our assets) are acquired by another company, whether by merger, acquisition, bankruptcy or otherwise, that company would receive all the Personal Information, Navigational Information, and/or Diagnostic Information gathered by Ackuretta Technologies Private Limited on the websites as necessary for the transaction. At that time, any information transferred during the transaction will be governed by the Privacy Policy of the transacting organization.
We reserve the right to use or disclose information, including Personal Information, Navigational Information, or Diagnostic Information, if required by law or if we reasonably believe that use or disclosure is necessary to protect our rights or to comply with a law, court order, or legal process.
The Websites are not intended for or targeted at children under the age of 13, we do not knowingly or intentionally collect information about children under 13. If you believe that we have collected information about children under 13, please contact us at legal@ackuretta.com , so that we may delete the information.
We may update this Privacy Policy from time-to-time by posting a new version online. You should check this page occasionally to review any changes. We will provide notice of any changes by posting the revised Privacy Policy on our Websites. Your continued use of the Websites and/or continued provision of Personal Information to us will be subject to the terms of the then-current Privacy Policy.
If you provide us with your Personal Information, you have the following rights with respect to that information:
To exercise any of these rights, contact us via any of the communication methods shown in Contact Us.
To unsubscribe from email communications, you may also click on the “unsubscribe” button at the bottom of our emails. However, customers may not opt-out of receiving transactional emails related to their account with us or our store.
If you have any questions about this Privacy Policy or our treatment of the information you provide us, or you wish to inquire or change your personal information or communication options, please contact support@ackuretta.com or legal@ackuretta.com. To contact us by mail, send your letter to the following address:
Ackuretta Technologies Private Limited
6F, No.322,
Sec. 1, Neihu Rd., Neihu Dist.,
Taipei City 114,
Taiwan (R.O.C.)
Attention: PRIVACY
Ackuretta Technologies Private Limited may give telephonic notice to you by calls to appropriate numbers on record in Ackuretta Technologies Private Limited’s account information for you.

Experience a dynamic workplace
where innovation and personal growth are embraced
Location:
${ selectedJob.location }$
Contract Type:
${ selectedJob.contractType }$
Contract Length:
${ selectedJob.contractLength }$
Work Experience:
${ selectedJob.experience }$
Work Position:
${ selectedJob.workPosition }$
Job Summary
${ selectedJob.jobDescription }$
Responsibilities:
Requirements:
commitment:
How to Apply
If you are passionate about creating engaging content and want to make a significant impact in the dental 3D printing industry, we would love to hear from you! Please send your resume to marketing@ackuretta.com, a brief cover letter explaining why you are the perfect fit for this role, and examples of your previous work or portfolio to our careers page.
Join us in shaping the future of dental care through innovative 3D printing solutions. We look forward to your application!
At Ackuretta, we offer an exciting opportunity to work at a fast-growing, cutting-edge technology company. Our company culture is centered around fostering a multicultural team, providing a unique working environment where individuals can thrive. We value collaboration, creativity, and professional development, ensuring that our employees have ample opportunities to grow and succeed.
Learn More About Us



Unlock faster 3D printing speed with SOL's Small Build Platform - for crowns, bridges, and guides, and Medium Build Platform - for full-arch applications.

${ detail }$
This product is not available in your country. Contact your preferred authorized distributor for alternatives.
${ product.disclaimer }$


${ media.left.content }$
${ media.right.content }$

After filling out this form, you will receive an email with a link to download the ALPHA AI installer

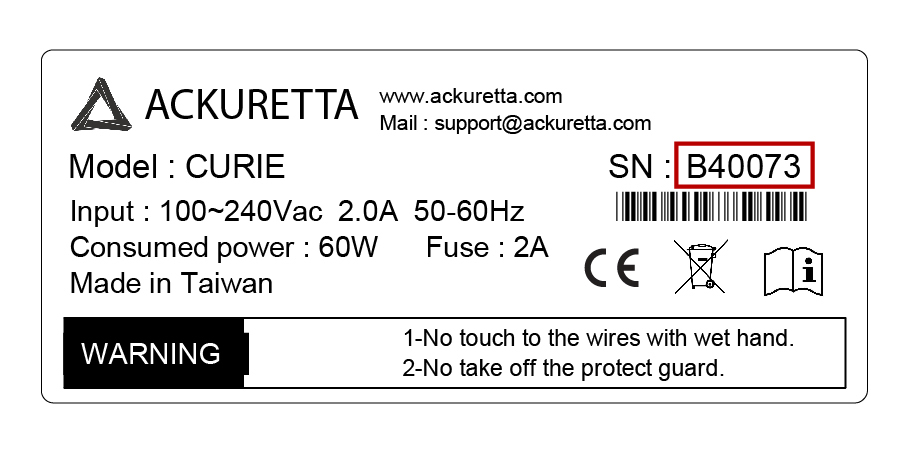
We couldn't find your device, please make sure you type the right serial number.

Your all-in-one platform for managing your Ackuretta Authorized Distributor account.
This platform provides you with easy access to your distributor tier, exclusive price list, and order histories. Additionally, you can receive dedicated support from our team by submitting support tickets through the portal.
Translation missing: en.customer.addresses.no_addresses
|
Order |
Date |
Payment status |
Fulfillment status |
Track |
Total |
|---|
If you have an account with us, please log in.
What type of user are you?

If you did not purchase any of the below-shown products, please skip to the next step.
${ step.headline }$
The following consumables are required for processing 3D printing and should be purchased prior to starting your first 3D print.
${ resource.sub_title }$
Stay informed about new product releases, upcoming educational events & promotional specials!
Select a bundle to explore different options



${$t(pacDentInfo.video_section.description)}$
This product is available in the United States and Canada through our authorized distributors. Find my local distributor here.
Quantity
${$t('pac_dent.variant')}$
${$t('pac_dent.kit_contains')}$:
 Loading ...
Loading ...
Your cart is currently empty.
Start Shopping




